Jak działa zgrzewanie punktowe? Zasada działania i parametry.
Zgrzewanie punktowe od dekad jest jedną z fundamentalnych metod przemysłowego łączenia blach — i choć wyniki są widoczne w tysiącach produktów codziennego użytku, sama fizyka procesu często pozostaje nieznana. Skąd bierze się wytrzymałość zgrzeiny? Od czego zależy jej jakość? I kiedy warto sięgnąć po tę metodę np. zamiast spawania? Poniżej znajdziesz odpowiedzi na te pytania, które pozwolą Ci podejmować lepsze decyzje produkcyjne i projektowe.
Zasada działania zgrzewania punktowego
Zgrzewanie punktowe (ang. resistance spot welding) należy do grupy zgrzewania oporowego i opiera się na prawie Joule’a: gdy przez przewodnik o określonej rezystancji przepływa prąd elektryczny, wydziela się ciepło proporcjonalne do kwadratu natężenia prądu i czasu jego przepływu.
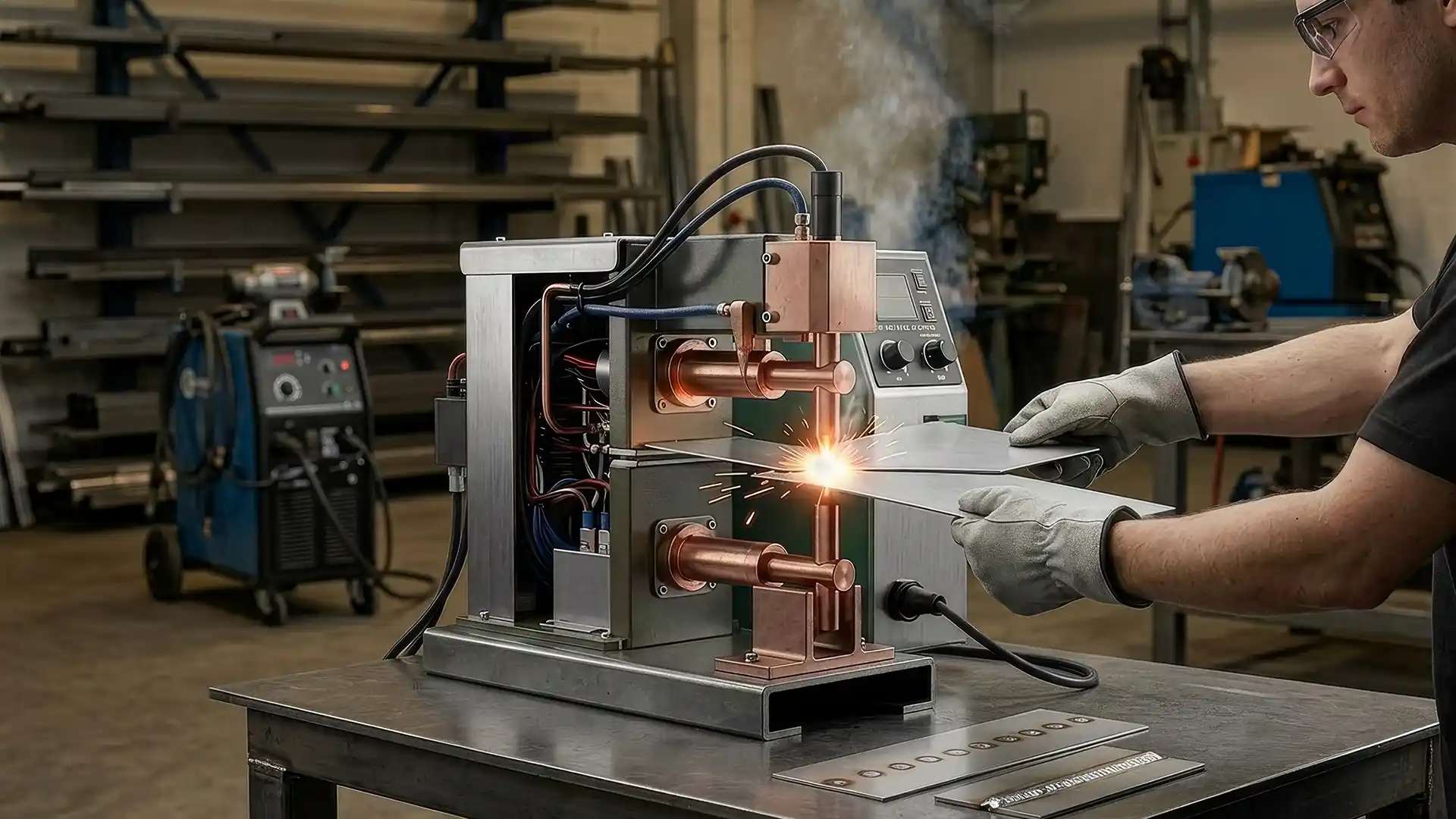
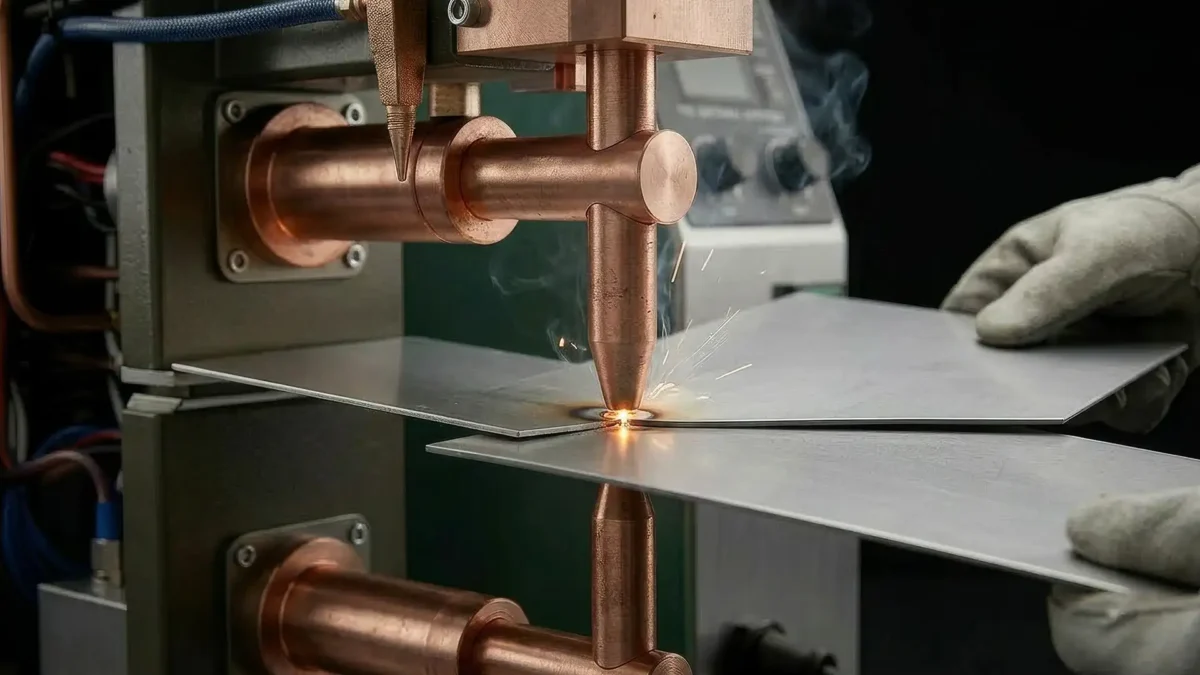
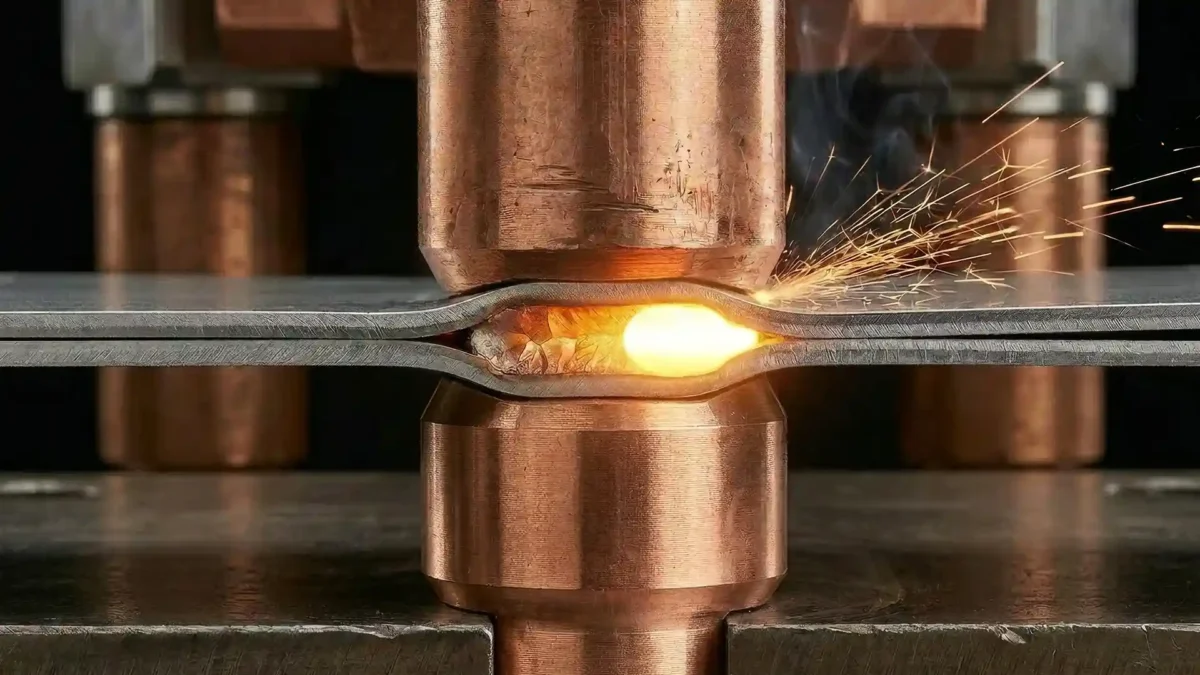
W praktyce wygląda to następująco: dwa lub więcej arkuszy blachy są układane jeden na drugim, a z obu stron dociskają je miedziane elektrody. Przez układ przepuszczany jest krótki impuls prądu o bardzo wysokim natężeniu — zazwyczaj od kilku do kilkudziesięciu tysięcy amperów. Rezystancja styku między blachami jest znacznie wyższa niż rezystancja samego metalu, dlatego właśnie tam koncentruje się wydzielanie ciepła. Temperatura w punkcie kontaktu wzrasta gwałtownie, metal ulega miejscowemu stopieniu i po ostygnięciu tworzy trwałe połączenie — tzw. soczewkę zgrzewiny (ang. nugget).
Cztery fazy cyklu zgrzewania
Cały cykl trwa zazwyczaj od ułamka sekundy do kilku sekund i przebiega w ściśle określonych fazach:
- Ścisk (squeeze time) — elektrody dociskają materiał przed przepływem prądu, zapewniając dobry kontakt elektryczny i eliminując szczeliny między blachami.
- Czas zgrzewania (weld time) — przez elektrody przepływa prąd; ciepło Joule’a powoduje stopienie metalu w punkcie styku.
- Trzymanie pod dociskiem (hold time) — prąd zostaje wyłączony, ale elektrody nadal ściskają materiał. Soczewka krzepnie pod kontrolowanym naciskiem, co kształtuje jej strukturę i minimalizuje porowatość.
- Zwolnienie (off time) — elektrody otwierają się, detale przesuwają się do kolejnego punktu.
Kluczowe parametry zgrzewania punktowego
Jakość każdego połączenia zgrzewanego zależy bezpośrednio od precyzyjnego ustawienia czterech podstawowych parametrów. Zrozumienie ich wzajemnych zależności jest niezbędne przy projektowaniu procesu oraz diagnozowaniu problemów jakościowych.
Natężenie prądu zgrzewania
Najważniejszy parametr regulujący ilość generowanego ciepła. Za niskie natężenie daje niepełną soczewkę (brak przetopu), za wysokie — wyrzuty ciekłego metalu (expulsion), które osłabiają połączenie i przyspieszają zużycie elektrod. Dla blach stalowych o grubości 1–3 mm typowy zakres to 8 000–15 000 A.
Czas przepływu prądu
Im dłuższy czas, tym więcej ciepła — ale też większa strefa wpływu ciepła i ryzyko odkształcenia materiału. Czas dobierany jest w milisekundach lub cyklach prądu przemiennego (dla sieci 50 Hz: 1 cykl = 20 ms). Dla cienkich blach wynosi najczęściej 5–20 cykli.
Siła docisku elektrod
Docisk spełnia dwojaką rolę: zapewnia właściwy kontakt elektryczny oraz utrzymuje materiał podczas krzepnięcia soczewki. Zbyt niski powoduje iskrzenie i nierównomierne stopienie, zbyt wysoki — deformację detalu lub nadmierne odprowadzanie ciepła przez elektrody
Geometria i stan elektrod
Elektrody wytwarzane są ze stopów miedzi (np. CuCrZr) o wysokiej przewodności. Ich średnica robocza — standardowo 5–8 mm — bezpośrednio wyznacza rozmiar zgrzeiny. Regularne dressowanie (toczenie) elektrod jest warunkiem koniecznym powtarzalności w produkcji seryjnej; spłaszczone, zanieczyszczone elektrody poszerzają punkt kontaktu i pogarszają jakość połączeń.
Rodzaje zgrzewania oporowego — zgrzewanie punktowe na tle innych wariantów
Zgrzewanie punktowe to najbardziej rozpowszechniony typ szerszej klasy zgrzewania oporowego. Pozostałe metody z tej grupy warto znać, bo wybór właściwego wariantu bywa kluczowy już na etapie projektu detalu:
- Zgrzewanie liniowe (szwowe) — elektrody w formie obracających się rolek tworzą ciągłą linię wzajemnie nakładających się punktów. Stosowane do produkcji szczelnych zbiorników i rur.
- Zgrzewanie garbowe (projekcyjne) — jeden z elementów ma wytłoczone garby, w których koncentruje się ciepło; umożliwia jednoczesne wykonanie wielu punktów w jednym cyklu, co przekłada się na wysoki wolumen produkcji przy niskim koszcie cyklu.
- Zgrzewanie czołowe — łączy elementy od czoła do czoła (pręty, rury, profile); stosowane m.in. do łączenia szyn kolejowych i wałów.
Znajomość tych wariantów pozwala ocenić, czy dla danego detalu optymalne będzie zgrzewanie punktowe, czy może garbowe wygeneruje lepszy stosunek kosztów do jakości — warto to omówić z podwykonawcą już na etapie projektowania narzędzi.
W praktyce zgrzewanie punktowe rzadko funkcjonuje jako samodzielny proces. Najczęściej jest elementem kompletnego ciągu technologicznego, który obejmuje wcześniejsze cięcie laserowe i gięcie blach — dzięki czemu z jednego zlecenia wychodzi gotowy, zmontowany detal.
Zgrzewanie punktowe a spawanie MIG/MAG — kiedy wybrać którą metodę?
To pytanie pojawia się regularnie przy projektowaniu procesów produkcyjnych. Obie metody tworzą metalurgiczne połączenia, ale mają wyraźnie różne profile zastosowań.
Kiedy warto wybrać zgrzewanie punktowe
- Łączysz cienkie blachy (0,5–4 mm) w produkcji seryjnej lub masowej.
- Wymagana jest wysoka powtarzalność i krótki cykl — zgrzewanie jednego punktu trwa sekundy, nie minuty.
- Zależy Ci na minimalnych odkształceniach materiału i estetyce połączeń (brak nadlewu, żużla ani dymu).
- Blachy są ocynkowane — spawanie MIG/MAG ocynku generuje toksyczne opary cynku i niszczy powłokę; zgrzewanie punktowe wymaga jedynie korekty parametrów pod powłokę.
- Koszt jednostkowy przy dużych wolumenach jest priorytetem.
Kiedy warto wybrać spawanie MIG/MAG
- Łączysz grubsze elementy (>4–5 mm) lub detale o znacznej różnicy grubości.
- Potrzebujesz ciągłej, szczelnej spoiny (zbiorniki, układy hydrauliczne).
- Geometria elementu uniemożliwia dostęp elektrod do obu stron blachy jednocześnie.
- Złącze ma konfigurację inną niż zakładkowa (spaw czołowy, teowy, narożny).
- Materiał jest trudno zgrzewalny oporowo ze względu na wysoką rezystywność lub strukturę stopową.
Podsumowując, zgrzewanie punktowe dominuje w seryjnej produkcji blaszanej, gdzie liczy się szybkość, estetyka i niski koszt jednostkowy. Spawanie MIG/MAG pozostaje niezastąpione przy grubszych materiałach, złączach czołowych i zastosowaniach wymagających spoiny ciągłej. Warto pamiętać, że w produkcji komponentów metalowych zgrzewanie punktowe często uzupełnia się też z metodami mechanicznego łączenia — takimi jak pemowanie — co pozwala uzyskać kompletnie zmontowany detal bez dodatkowych operacji.
Kontrola jakości połączeń zgrzewanych
Trwałość zgrzeiny nie jest widoczna na zewnątrz — punkt może wyglądać nienagannie, a mimo to mieć niepełną soczewkę. W produkcji seryjnej stosuje się dlatego kilka uzupełniających metod kontroli.
Badania niszczące
- Próba ścinania (shear test) — mierzy wytrzymałość na ścinanie przez rozciąganie obu blach w przeciwnych kierunkach.
- Próba odrywania (peel test / cross-tension test) — rozdziela blachy, pozwalając ocenić rozmiar i charakter przełomu soczewki. Prawidłowy wynik to tzw. nugget pullout — materiał wyrwany z jednej z blach, a nie rozdzielony po granicy zgrzeiny.
Badania nieniszczące (NDT)
- Ultradźwiękowe (UT) — najczęściej stosowane w środowiskach przemysłowych; przetwornik bezkontaktowo sprawdza integralność i wymiary soczewki bez ingerencji w produkt.
- Badanie wizualne + pomiar geometryczny — ocena wgłębień, przebarwień termicznych i rozmieszczenia punktów; szybkie i tanie jako weryfikacja bieżąca.
Jeśli chodzi o normy: procesy zgrzewania oporowego reguluje m.in. EN ISO 15614-12 (specyfikacja i kwalifikacja procedur zgrzewania), a w sektorze automotive obowiązują standardy takie jak VW 01105 czy BMW GS 90010, które precyzyjnie definiują minimalne wymiary soczewki i dopuszczalne odchylenia.
Co najczęściej powoduje problemy z jakością zgrzewania?
Nawet dobrze zaprojektowany parametrycznie proces może dawać wadliwe połączenia, jeśli zmienne procesowe nie są kontrolowane. Najczęstsze przyczyny odrzutów to:
- Zużyte lub źle dobrane elektrody — pierwsza przyczyna problemów w każdej seryjnej produkcji; regularne dressowanie i wymiana wg harmonogramu to podstawa.
- Zanieczyszczenie powierzchni blachy — oleje, farby, nierównomierne powłoki cynkowe zwiększają zmienność rezystancji styku.
- Szczeliny między blachami — niedopasowanie geometrii powyżej 0,2–0,3 mm wymaga korekty parametrów lub zacisku jigowego.
- Fluktuacje napięcia sieci — w halach o dużym poborze mocy niestabilne napięcie bezpośrednio przekłada się na zmienne natężenie prądu.
- Brak regularnej kalibracji zgrzewarki — cykl kalibracji raz na kwartał to minimum przy produkcji wymagającej ścisłej powtarzalności.
Jeśli nie dysponujesz własnym parkiem maszynowym, zlecenie zgrzewania punktowego blach wyspecjalizowanemu podwykonawcy eliminuje większość tych ryzyk — zarządzanie stanem elektrod, parametrami procesu i harmonogramem kalibracji leży wtedy po stronie wykonawcy.
Podsumowanie
Zgrzewanie punktowe to technologia oparta na prostej fizyce — ale wymagająca precyzji w doborze i utrzymaniu parametrów procesu. Znajomość mechanizmu działania, roli każdego z czterech głównych parametrów i warunków, w których metoda wyprzedza spawanie, pozwala podejmować trafniejsze decyzje konstruktorskie i produkcyjne — już na etapie projektowania detalu, nie dopiero przy pierwszych problemach jakościowych.
Jeśli planujesz produkcję komponentów z blachy i rozważasz zgrzewanie punktowe jako metodę łączenia, zapoznaj się z naszą szczegółową ofertą zgrzewania punktowego w PG Group. Realizujemy zarówno prototypy i krótkie serie, jak i produkcję wielkoseryjną ze stali czarnej, nierdzewnej, ocynkowanej i aluminium. Skontaktuj się z nami — chętnie omówimy parametry Twojego projektu i dobierzemy optymalne rozwiązanie.